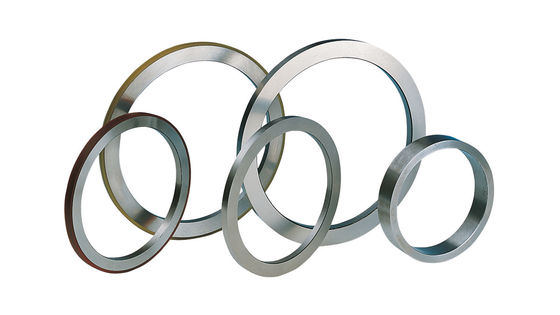
SENDA döner dilme bıçakları, soğutulmuş sıcak haddelenmiş çelik ruloların, levhaların ve şeritlerin uzunlamasına dilimlenmesi için tasarlanmıştır. Bıçaklar bir dilme hattının üst ve alt millerine monte edilir. Kontrollü yatay açıklık ve bıçak örtüşmesi, geniş bir çelik bobinin sürekli olarak daha dar şeritler halinde kesilmesi için kullanılır.
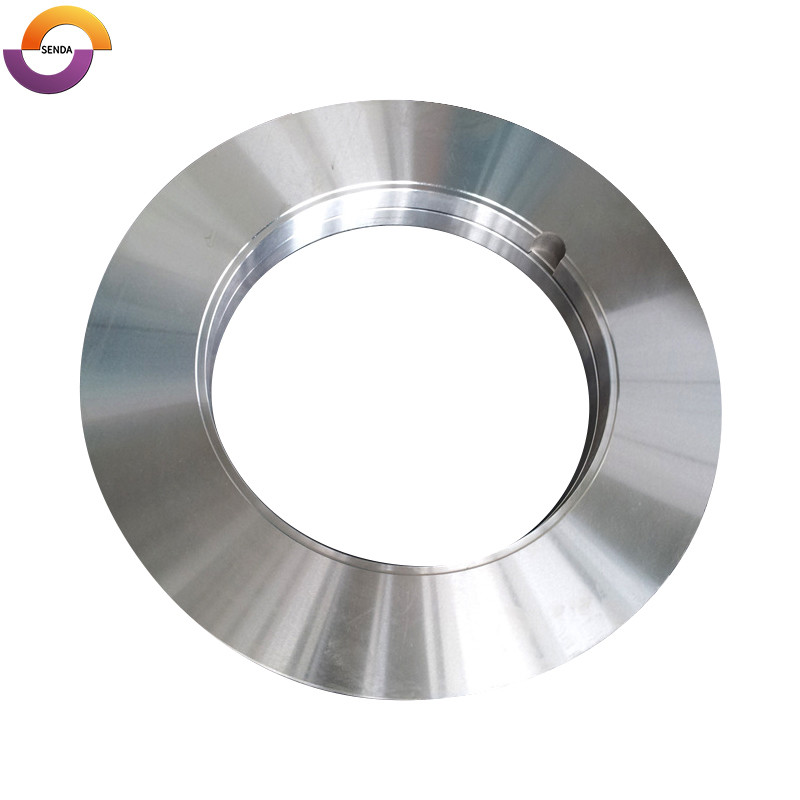
Kanatlar teknik çizimlere, mevcut kanat boyutlarına veya fiziksel numunelere göre özelleştirilebilir. Bıçak malzemesi, sertlik, boyutsal hassasiyet ve destekleyici takımlar sıcak haddelenmiş çeliğin kalınlığına, çekme mukavemetine, dilme hızına, makine koşullarına ve mevcut kesme problemlerine göre seçilir.
Ana Ürün Özellikleri
|
Parametre
|
Şartname
|
| Ürün Adı |
Döner Eğme Bıçakları |
| Diğer İsimler |
Bobin Dilimleme Bıçakları, Dairesel Dilme Bıçakları, Döner Kesme Bıçakları |
| Başvuru |
Sıcak haddelenmiş çelik ruloların, levhaların ve şeritlerin uzunlamasına dilmesi |
| Kesim Kalınlığı |
0,1–24 mm |
| Mevcut Malzemeler |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| Takım Çeliği Sertliği |
Geçerli takım çeliği spesifikasyonları için HRC 62–64 |
| Maksimum Dış Çap |
600 mm |
| Örnek Boyut |
6.000″ Dış Çap × 3.000″ İç Çap × 0,375″ T |
| İç Çap Toleransı |
+0,02 mm |
| eşmerkezlilik |
≤0,02 mm |
| Kalınlık Toleransı |
Bıçak çapına bağlı olarak ±0,001 mm'ye kadar |
| Standart Yüzey Pürüzlülüğü |
Ra 0,2 mikron |
| Cilalı Yüzey Pürüzlülüğü |
Uygulanabilir boyutlar için Ra 0,1 μm'ye kadar |
| İnce Göstergeli Endüstri Referans Hızı |
Yaklaşık 305 m/dak'ya kadar |
| Özelleştirme |
Çizimlere, boyutlara veya numunelere göre |
| Adedi |
2 adet |
| Teslimat süresi |
30–35 gün |
Listelenen örnek boyutu sabit bir standart özellik değildir. Nihai OD, ID, kalınlık, malzeme, sertlik ve toleranslar, onaylanmış çizime ve gerçek dilme koşullarına göre üretilir.
Sıcak Haddelenmiş Çelik Dilme Uygulamaları
Bu döner kesici bıçaklar esas olarak aşağıdaki alanlarda kullanılır:
- Sıcak haddelenmiş çelik bobin dilme
- Sıcak haddelenmiş çelik sac dilme
- Sıcak haddelenmiş dar şerit üretimi
- Çelik rulo işleme merkezleri
- Çelik servis merkezleri
- Sıcak haddelenmiş sac kenar düzeltme
- Sürekli çok bıçaklı dilme hatları
Bu ürün, haddeleme işlemini tamamlamış ve soğutulmuş sıcak haddelenmiş çelik için tasarlanmıştır. Sıcak haddeleme hattında kırmızı-sıcak çelik kesme, sıcak uçan kesme veya yüksek sıcaklıkta boy kesme işlemleri için tasarlanmamıştır.
Sıcak Haddelenmiş Çelik Dilmede Yaygın Sorunlar
Sıcak haddelenmiş çeliğin kalınlığı, mukavemeti, yüzey ölçeği ve kesme yükü, bıçak malzemesi, sertlik ve işleme parametrelerinin seçimini etkiler. Yanlış bıçak veya takım konfigürasyonu şunlarla sonuçlanabilir:
|
Ortak Sorun
|
Tipik Sonuç
|
| Aşırı Çapaklar |
Yarık kenarı boyunca sürekli veya lokalize çapaklanmalar |
| Kenar Deformasyonu |
Haddelenmiş, sıkıştırılmış veya deforme olmuş şerit kenarları |
| Bıçak Ufalanması |
Lokalize talaşlar, mikro çatlaklar veya kenar hasarı |
| Hızlı Bıçak Aşınması |
Hızlı kenar matlaştırma ve daha sık yeniden taşlama |
| Düzensiz Bıçak Aşınması |
Üst, alt veya bitişik bıçaklar arasında farklı aşınma oranları |
| Genişlik Değişimi |
Bitmiş şeritlerdeki boyutsal değişiklik |
| Bıçak Sıkışma |
Bıçağın takılması veya çalıştırılması sırasında parazit |
| Kararsız Sıyırma |
Yarık şeritlerini yönlendirme veya ayırma zorluğu |
Bu problemler her zaman yalnızca bıçak malzemesinden kaynaklanmaz. Yatay açıklık, mil hassasiyeti, bıçak paralelliği, ara parça birikimi, kurulum koşulu ve sıyırma konfigürasyonu da kesme sonucunu etkileyebilir.
Çapak ve Anormal Dilme Sonuçları Neden Oluşur?
Farklı dilme sonuçları, kontrol edilmesi gereken farklı alanları gösterebilir.
|
Dilme Sonucu
|
Muayene Yönü
|
| Tüm şeritlerde tamamen düzensiz çapaklanmalar |
Dilme makinesinin ve komple takım setinin hassasiyetini kontrol edin |
| Tek veya çift şeritler tamamen ayrılamaz |
Malafa omuz hizalamasını ve ilk bıçak çiftinin açıklığını kontrol edin |
| Şeritlerin aynı tarafında düzenli çapaklar görünüyor |
Sıyırma konumunu, ayırıcı omzunu ve başlangıç açıklığını kontrol edin |
| Tüm şerit uzunluğu boyunca sürekli çapaklanma |
Malafa salgısını ve bıçak paralelliğini kontrol edin |
| Bazı şeritler kabul edilebilirken bazıları kusurlu kalır |
Birikmiş bıçak hatasını ve bıçak yüzeyi durumunu kontrol edin |
| Tüm şeritlerin her iki tarafında düzenli aşırı çapaklanma |
Yatay boşluk çok büyük olabilir |
| Tüm şeritlerin her iki tarafında düzenli sıkıştırma |
Yatay boşluk çok küçük olabilir |
Bu nedenle, sıcak haddelenmiş çelik dilme sorunları, yalnızca bıçak sertliğini arttırmak yerine, bıçaklar, miller, ara parçalar, açıklık ve kurulum koşullarının birlikte kontrol edilmesiyle değerlendirilmelidir.
Farklı Sıcak Haddelenmiş Çelik Kalınlıkları için Bıçak Malzemeleri
SENDA, bıçak malzemelerini sıcak haddelenmiş çelik kalınlığına, çekme mukavemetine, yüzey durumuna ve gerçek dilme gereksinimlerine göre seçer.
|
Sıcak Haddelenmiş Çelik Kalınlığı
|
Mevcut Bıçak Malzemeleri
|
| <3,0 mm |
LS7, LS6, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| 3,0–6,0 mm |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| >6,0 mm |
LS7, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
LS7, LS6 ve LS13
LS7, LS6 ve LS13 sıcak haddelenmiş çelik kalınlık aralığına göre seçilir:
- LS7 üç ana kalınlık aralığında kullanılabilir.
- LS6 esas olarak 6,0 mm'nin altındaki sıcak haddelenmiş çelikler için kullanılır.
- LS13 esas olarak 3,0 mm'nin üzerindeki sıcak haddelenmiş çelikler için kullanılır.
SKD11, D2 ve Cr12MoV
SKD11, D2 ve Cr12MoV, farklı sıcak haddelenmiş çelik kalınlıkları için kullanılabilen takım çeliği malzeme kategorileridir. Nihai seçim şerit mukavemetine, yüzey ölçeğine, kesme yüküne, dilme hızına ve talaş riskine bağlıdır.
HSS
HSS, farklı kalınlık aralıkları için yüksek hız çeliği malzeme kategorisi olarak mevcuttur. Belirli HSS kalitesi, gerçek dilme koşullarına göre seçilir.
SD-51 ve SD-56
SD-51 ve SD-56, soğuk haddelenmiş ve sıcak haddelenmiş uygulamalar için kullanılabilir. Nihai seçim hala şerit kalınlığına, mukavemetine ve makine parametrelerine bağlıdır.
Bıçak Sertliği ve Tokluk Dengesi
Geçerli takım çeliği bıçak spesifikasyonları için HRC 62–64 mevcuttur, ancak bu sertlik aralığı her bıçak malzemesine eşit şekilde uygulanmamalıdır.
Nihai sertlik şunlara bağlıdır:
- Bıçak malzemesi
- Sıcak haddelenmiş çelik kalınlığı
- Çekme mukavemeti
- Yüzey ölçeği durumu
- Bıçak dış çapı ve kalınlığı
- Dilme hızı
- Son teknoloji yük
- Talaş riski
Daha yüksek sertlik, kenar tutuşunu ve aşınma kontrolünü destekleyebilir ancak daha kalın şeritler, daha yüksek kesme yükleri veya darbe koşulları için bıçağın dayanıklılığı da dikkate alınmalıdır.
Bu nedenle bıçak malzemesi ve ısıl işlem parametreleri, özel dilme uygulamasına göre seçilmelidir. HRC 62–64, tüm sıcak haddelenmiş çelik dilme bıçakları için evrensel bir sertlik özelliği değildir.
Bıçak Kalınlığı Toleransı ve Paralellik
Bıçak hassasiyeti dış çapa göre değişir. ±0,001 mm'lik bir kalınlık toleransı, tüm kanat boyutları için evrensel bir tolerans olarak sunulmamalıdır.
|
Bıçak Dış Çapı
|
Kalınlık Toleransı
|
Paralellik
|
| ≤250 mm |
±0,001 mm |
0,002mm |
| ≤340 mm |
±0,001 mm |
0,002mm |
| ≤420 mm |
±0,001 mm |
0,002mm |
| ≤550 mm |
±0,003 mm |
0,002mm |
| ≤600 mm |
±0,005 mm |
0,005mm |
Çok bıçaklı bir dilme sisteminde, bireysel bıçaklardan ve ara parçalardan kaynaklanan boyutsal hatalar birikebilir. Bu nedenle, her bir bıçağın kalınlığına ek olarak takım yığınının tamamı kontrol edilmelidir.
Çap ve Kalınlığa Göre Bıçak Düzlüğü
Bıçağın düzlüğü hem dış çapa hem de bıçağın kalınlığına bağlıdır.
|
Bıçak Dış Çapı
|
Kalınlık ≤1 mm
|
Kalınlık 1–2 mm
|
Kalınlık 2–5 mm
|
Kalınlık>5 mm
|
| ≤250 mm |
0,02 mm |
0,005mm |
0,002mm |
0,002mm |
| ≤340 mm |
0,03 mm |
0,01 mm |
0,005mm |
0,002mm |
| ≤420 mm |
0,04 mm |
0,02 mm |
0,01 mm |
0,002mm |
| ≤550 mm |
— |
— |
0,02 mm |
0,005mm |
| ≤600 mm |
— |
— |
— |
0,01 mm |
Uygun düzlük ve paralellik, bıçak temasının, lokal kesme yükünün, eşit olmayan aşınmanın ve bitmiş yarık kenarlarındaki varyasyonun kontrol edilmesine yardımcı olur.
Yüzey Pürüzlülüğü ve Son İşlem
Standart bıçak yüzey pürüzlülüğü Ra 0,2 μm'dir. Uygulanabilir hassas boyutlar için cilalı yüzey pürüzlülüğü Ra 0,1 μm'ye ulaşabilir.
|
Yüzey Parametresi
|
Şartname
|
| Standart Yüzey Pürüzlülüğü |
Ra 0,2 mikron |
| Cilalı Yüzey Pürüzlülüğü |
Ra 0,1 mikron |
| Ra 0,1 μm için Ana Uygulanabilir Aralık |
OD ≤420 mm ile ilgili bıçak boyutları |
| Yüzey İşlemi |
Taşlanmış, alıştırılmış ve cilalanmış |
Orijinal "Yüzey Yuvarlaklığı: Ra 0,1 μm" terimi "Yüzey Pürüzlülüğü" olarak düzeltilmelidir çünkü Ra, yuvarlaklıktan ziyade yüzey pürüzlülüğünü ifade eder.
Yatay Bıçak Açıklığı Referansı
Yatay bıçak açıklığı başlangıçta şerit kalınlığına ve çekme mukavemetine göre seçilir.
|
Malzeme ve Çekme Dayanımı
|
Şerit Kalınlığının Yüzdesi Olarak Yatay Açıklık
|
| Yumuşak alüminyum, bakır ve pirinç, ≤100 MPa |
%3–%5 |
| Yumuşak çelik, bakır alaşımı ve sert alüminyum, ≤240 MPa |
Yaklaşık %10 |
| Orta sert çelik ve yumuşak paslanmaz çelik, yaklaşık 420–620 MPa |
Yaklaşık %12–%15 |
| Paslanmaz çelik ve yüksek alaşımlı çelik, yaklaşık 700–1310 MPa |
Yaklaşık %15–%25 |
Sıcak haddelenmiş çelik için ana referans aralıkları şunlardır:
- Çekme mukavemeti ≤240 MPa olan daha yumuşak sıcak haddelenmiş çelik: şerit kalınlığının yaklaşık %10'u kadar başlangıç boşluğu.
- Çekme mukavemeti yaklaşık 420-620 MPa olan orta mukavemetli sıcak haddelenmiş çelik: şerit kalınlığının yaklaşık %12-%15'i kadar başlangıç açıklığı.
Bu değerler başlangıç ayar referanslarıdır. Nihai açıklık, gerçek çelik kalitesine, kalınlığına, kesme kenarı durumuna, makine hassasiyetine ve gerekli kesme kenarı profiline göre ayarlanmalıdır.
Aşırı boşluk düzenli çapak oluşumuna neden olabilir. Yetersiz boşluk malzeme sıkışmasını, kesme kenarı yükünü veya anormal aşınmayı artırabilir.
Döner Eğme Bıçakları Nasıl Çalışır?
Sıcak haddelenmiş çelik rulo dilme hattına girdikten sonra üst ve alt döner kanatlar ilgili millere monte edilir. Bıçaklar, ara parçalar ve şimler istenilen şerit genişliklerine göre düzenlenir.
Dilme işlemi şunları içerir:
- Sıcak haddelenmiş çelik rulo dilme hattına girer.
- Döner kanatlar hedef genişliklerine göre üst ve alt millere yerleştirilmiştir.
- Çelik ara parçaları bıçak konumlarını ve bitmiş şerit genişliklerini kontrol eder.
- Şimler, bıçak konumlarına ve yatay açıklığa ince ayar yapmak için kullanılır.
- Üst ve alt kanatlar gerekli yatay boşluğu ve örtüşmeyi oluşturur.
- Çelik bobin bıçak kenarlarından geçerken sürekli olarak kesilir.
- Kauçuk halkalar ve sıyırıcı halkalar, tutmayı, yönlendirmeyi ve şeridin çıkarılmasını destekler.
- Yarık şeritler geri çekilmeye veya aşağı yönde işlemeye devam eder.
Dilme kalitesi yalnızca bıçağın keskinliğine değil, aynı zamanda tutucunun durumuna, bıçağın hassasiyetine, boşluk ayarına ve tüm takım yığınının toplam boyutlarına da bağlıdır.
Sıcak Haddelenmiş Çelik Dilme Hatları için Komple Takımlar
SENDA, dilme makinesine, hedef şerit genişliklerine ve takım yığını yapısına göre bıçakları ve destekleyici takımları yapılandırabilir.
|
Takım Bileşeni
|
Ana Fonksiyon
|
| Döner Eğme Bıçakları |
Sürekli uzunlamasına dilme gerçekleştirin |
| Çelik Paspayı |
Bıçak konumunu ve bitmiş şerit genişliğini kontrol edin |
| Şimler |
Bıçak konumu ve yatay açıklığın ince ayarını yapın |
| NBR Yüzükler |
Tutma, yönlendirme ve sıyırma desteği için sıcak haddelenmiş malzemeler için önerilir |
| PU Yüzükler |
Sıcak haddelenmiş malzemeler için isteğe bağlı |
| Çelik Striptizci Halkaları |
Basınç uygulayın, yönlendirin ve dar şeritleri çıkarın |
| Ayırıcı Araçları |
Yarık şeritlerini ayırın ve yönlendirin |
Sıcak haddelenmiş malzemeler için NBR halkaları önerilen yöndür, PU halkalar ise makine ve malzeme-yüzey koşullarına göre seçilebilir.
Sıcak Haddelenmiş Çelik için Döner Dilme Bıçakları Nasıl Seçilir
1. Sıcak Haddelenmiş Çelik Parametrelerini Doğrulayın
Lütfen şunları sağlayın:
- Sıcak haddelenmiş çelik kalitesi
- Şerit kalınlığı
- Çekme mukavemeti
- Yüzey durumu
Bu bilgi bıçak malzemesini, sertliğini ve başlangıçtaki yatay açıklığı belirlemek için kullanılır.
2. Bıçak ve Çardak Boyutlarını Doğrulayın
Lütfen şunları sağlayın:
- Bıçak dış çapı
- Bıçak iç çapı
- Bıçak kalınlığı
- Çardak boyutları
- Delik ve kurulum yapısı
- Mevcut bıçak çizimi veya fiziksel örnek
Düzlük, paralellik, eşmerkezlilik, yarıçap, pah veya kesme kenarı geometrisine ilişkin çizim gereklilikleri de sağlanmalıdır.
3. Üretim Koşullarını Onaylayın
Lütfen şunları sağlayın:
- Dilme hızı
- Hedef şerit genişliği
- Dilme makinesi modeli
- Çok bıçaklı takım konfigürasyonu
Yaklaşık 0,5-2,7 mm soğuk haddelenmiş ve sıcak haddelenmiş çeliği işleyen bazı yüksek hızlı dilme hatlarının endüstri referans hızı yaklaşık 305 m/dak'dır. Gerçek çalışma hızı hala şerit kalınlığına, çekme mukavemetine, bıçak boyutlarına ve makine koşullarına bağlıdır. Bu hızın 0,1–24 mm kalınlık aralığının tamamına eşit şekilde uygulanmaması gerekir.
4. Mevcut Dilme Sorununu Doğrulayın
Yarık kenarının, bıçağın kesici kenarının ve aşınma durumunun fotoğrafları aşağıdakilerin değerlendirilmesine yardımcı olabilir:
- Çapak konumu ve yönü
- Bıçak kırılması
- Düzensiz bıçak aşınması
- Şerit genişliği değişimi
- Bıçak sıkışması
- Kararsız sıyırma
5. Destekleyici Takım Gereksinimlerini Onaylayın
Lütfen siparişin aşağıdakileri gerektirip gerektirmediğini onaylayın:
- Çelik ara parçalar
- Şimler
- NBR veya PU halkalar
- Çelik striptizci halkaları
- Ayırıcı araçları
Teknik Resim İncelemesinden Boyutsal Denetime
Sıcak haddelenmiş çelik dilme bıçakları müşterinin mevcut tutucularına, ara parçalarına ve komple takım yığınına uygun olmalıdır. SENDA, müşteri çizimlerine, mevcut kanat ölçülerine veya fiziksel numunelere göre üretim yapabilmektedir. Onaylanan çizim, üretim ve bitmiş ürün denetimi için temel olarak kullanılır.
Çizim ve Parametre İncelemesi
Üretimden önce teknik bilgiler aşağıdakileri doğrulamak için gözden geçirilir:
- Bıçak dış çapı, iç çapı ve kalınlığı
- Delikten malafa montaj boyutları
- Düzlük ve paralellik gereksinimleri
- Eşmerkezlilik gereksinimleri
- Yarıçap, pah ve son teknoloji yapı
- Çizimde gösterilen boyut toleransları ve muayene verileri
Bıçak malzemesi, sertlik ve hassaslık derecesi de sıcak haddelenmiş çeliğin kalınlığına, çekme mukavemetine ve gerçek dilme koşullarına göre seçilir.

Bitmiş Bıçak Boyut Kontrolü
İşleme sonrasında, bitmiş bıçak boyutları ve yüzey durumu, onaylanmış çizim ve sipariş gereksinimlerine göre kontrol edilir. Bu, bıçakların müşterinin mevcut tutucuları ve takım konfigürasyonuyla eşleştiğinin doğrulanmasına yardımcı olur.
Denetim öğeleri şunları içerebilir:
- Dış çap
- İç çap
- Bıçak kalınlığı
- Çizimde belirtilen boyutlar
- Son teknoloji ve yüzey durumu
- Komple takım setlerinin boyutsal uyumu
Üretim Süreci
SENDA, dövme alaşımlı takım çelikleri, yüksek hız çelikleri, özel çelikler ve toz metalurjisi yüksek performanslı çeliklerden endüstriyel dilme takımları üretmektedir.
Ana üretim süreci şunları içerir:
- Uygulama ve çizim incelemesi
- Bıçak malzemesi ve sertlik onayı
- Hammadde hazırlama ve dövme
- Vakum ısıl işlemi veya tuz banyosu ısıl işlemi
- Temperleme
- CNC boyutlu işleme
- İç ve dış silindirik taşlama
- Hassas yüzey taşlama
- Son teknoloji işleme
- Alıştırma veya parlatma
- Boyut ve yüzey muayenesi
- Pas önleme ve paketleme
Gerçek üretim rotası bıçak malzemesine, boyutlarına ve hassasiyet gereksinimlerine göre değişiklik gösterebilir.
Muayene ve Kalite Kontrol
SENDA, hammaddeleri, üretim süreçlerini ve bitmiş bıçakları kontrol etmek için malzeme analizi, boyut muayenesi ve yüzey muayenesinden yararlanır.
|
Muayene Öğesi
|
Denetim İçeriği
|
| Spektral Analiz |
Malzemenin kimyasal bileşimini kontrol eder |
| Metalografik Analiz |
Malzemenin mikro yapısını değerlendirir |
| Tahribatsız Muayene |
Malzeme veya ürün kusurlarını kontrol eder |
| OD ve Kimlik Denetimi |
Onaylanan çizime göre dış ve iç çapları kontrol eder |
| Kalınlık Kontrolü |
Bıçak kalınlığını kontrol eder |
| Düzlük Denetimi |
Bıçağın düzlüğünü kontrol eder |
| Paralellik Denetimi |
Çalışma yüzeyleri arasındaki paralelliği kontrol eder |
| Eşmerkezlilik Denetimi |
Delik ve dış çap arasındaki eşmerkezli ilişkiyi kontrol eder |
| Yüzey Pürüzlülük Muayenesi |
Taşlanmış veya cilalanmış yüzey pürüzlülüğünü kontrol eder |
| Son Teknoloji Denetim |
Talaşlanmayı, çapakları ve taşlama durumunu kontrol eder |
Spesifik inceleme öğeleri bıçak malzemesine, boyutlara, çizimlere ve sipariş gerekliliklerine göre belirlenir.
Paketleme ve Teslimat
|
Öğe
|
Şartname
|
| Adedi |
2 adet |
| Teslimat süresi |
30–35 gün |
| Pas Koruması |
Pas önleyici yağ |
| İç Koruma |
Koruyucu plastik ambalaj |
| Dış Ambalaj |
Güçlü kontrplak durumda |
| Ödeme Koşulları |
L/C, D/A, D/P, T/T, Western Union |
| Sertifikasyon |
ISO 9001 |
| Menşe Yeri |
Çin |
Paketlemeden önce bıçaklara pas koruması uygulanır. Koruyucu plastik ambalaj ve güçlü kontrplak kutu, taşıma sırasında nem, korozyon ve son teknoloji ürünü hasar riskini azaltmaya yardımcı olur.
Sıkça Sorulan Sorular
Sıcak haddelenmiş çelik dilme bıçakları için hangi malzemeler mevcuttur?
Mevcut malzemeler arasında LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2 ve Cr12MoV bulunmaktadır. Sıcak haddelenmiş çelik kalınlığına göre LS7, LS6 ve LS13 seçilir. Diğer malzemeler şerit mukavemetine, yüzey durumuna ve gerçek dilme gereksinimlerine göre seçilir.
Bıçaklar hangi sıcak haddelenmiş çelik kalınlığını işleyebilir?
Mevcut kesme kalınlığı aralığı 0,1–24 mm'dir. Farklı kalınlıklar, dayanıklılıklar ve makine koşulları, farklı bıçak malzemeleri, sertlik, boyutlar, açıklık ve çalışma hızları gerektirir.
HRC 62–64 her bıçak malzemesine uygun mudur?
Hayır. HRC 62–64 yalnızca geçerli takım çeliği bıçak spesifikasyonları için mevcuttur. LS serisi çelikler, HSS, SD serisi malzemeler ve diğer kaliteler, malzeme özelliklerine ve gerçek çalışma koşullarına göre sertlik seçimi gerektirir.
Sıcak haddelenmiş çelik dilme için hangi yatay boşluk kullanılmalıdır?
Çekme mukavemeti ≤240 MPa olan daha yumuşak sıcak haddelenmiş çelik için, şerit kalınlığının yaklaşık %10'u başlangıç referansı olarak kullanılabilir. Yaklaşık 420–620 MPa'daki orta mukavemetli sıcak haddelenmiş çelik için, başlangıç referansı olarak yaklaşık %12–%15 kullanılabilir. Nihai açıklık, gerçek kesme kenarı profiline, çapak durumuna, makine hassasiyetine ve bıçak durumuna göre ayarlanmalıdır.
SENDA hangi bıçak hassasiyetini sağlayabilir?
Bıçak çapına bağlı olarak kalınlık toleransı ±0,001 mm'ye, paralellik ise 0,002 mm'ye kadar çıkabilmektedir. Standart yüzey pürüzlülüğü Ra 0,2 μm'dir, geçerli cilalı özellikler ise Ra 0,1 μm'ye ulaşabilir.
Teklif için hangi bilgiler gereklidir?
Lütfen sıcak haddelenmiş çelik kalitesini, kalınlığını, çekme mukavemetini, dilme hızını, hedef şerit genişliğini, bıçağın OD × ID × T'sini, malafa boyutlarını, mevcut bıçak malzemesini, mevcut dilme sorunlarını, çizimi ve gerekli miktarı belirtin.
Özel Teklif İçin Gerekli Bilgiler
Uygun bıçak malzemesini, sertliğini, boyutsal hassasiyeti ve takım konfigürasyonunu belirlemek için lütfen şunları sağlayın:
- Sıcak haddelenmiş çelik kalitesi
- Sıcak haddelenmiş çelik kalınlığı
- Çekme mukavemeti
- Dilme hızı
- Hedef şerit genişliği
- Bıçağın dış çapı, iç çapı ve kalınlığı
- Çardak boyutları
- Mevcut bıçak malzemesi
- Mevcut çapak, ufalanma veya aşınma sorunu
- Gerekli ara parçalar, lastik halkalar veya sıyırıcı halkalar
- Bıçak teknik çizimi
- Mevcut blade fotoğrafları veya fiziksel boyutları
- Gerekli miktar
Bıçak çiziminizi yükleyin ve malzeme, boyut toleransı ve komple takım incelemesi için sıcak haddelenmiş çelik kalınlığını, çekme mukavemetini ve dilme hattı parametrelerini sağlayın.

 Mesajınız 20-3.000 karakter arasında olmalıdır!
Mesajınız 20-3.000 karakter arasında olmalıdır!