SENDA, paslanmaz çelik levhalarının, bobinlerinin ve şeritlerinin sürekli boylamlı kesimi için HRC55 döner kesme bıçakları üretir.
Her bıçak paslanmaz çelik derecesine, malzeme kalınlığına, germe dayanıklılığına, kesme hızına, kanat boyutlarına ve makine koşullarına göre özelleştirilir.D2 ve SKD11, ana bıçak malzemesi seçenekleri olarak mevcuttur., HRC 55-57 sertlik aralığı ile.
Uygulanabilir bıçak boyutları için, kalınlık toleransı ± 0,001 mm'ye, paralellik 0,002 mm'ye ve cilalanmış yüzey kabalığı Ra 0,1 μm'ye kadar kontrol edilebilir.
Anahtar Ürün Bilgisi
|
Ürün
|
Spesifikasyon
|
| Kılıç malzemesi |
D2 / SKD11 |
| Sertlik |
HRC 55-57 |
| Boyutları |
Çizimlere göre özelleştirilmiş |
| MOQ |
2 parça |
| Önderi Zamanı |
Yaklaşık 35 gün. |
| Paketleme |
Ahşap kasa |
| Yeniden öğütme |
Yurtdışında müşteriler için kullanılabilir |
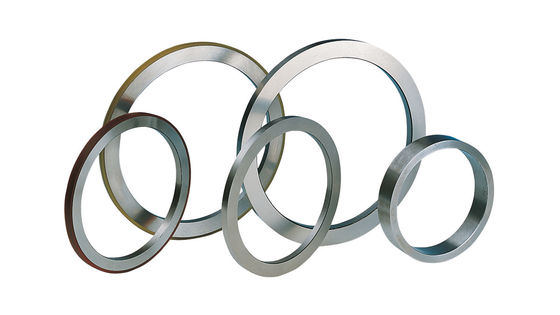
Ürün Genel Görünümü
HRC55 döner kesicinin bıçakları paslanmaz çelik kesme makinelerinin üst ve alt kollarına monte edilir.Bıçaklar, paslanmaz çelik levhaları veya sarmalları daha dar şeritlere sürekli bölmek için kontrol edilen yatay boşluk ve dikey üstleşme kullanır.
Tipik uygulamalar şunları içerir:
- Paslanmaz çelik bobin kesme hatları
- Paslanmaz çelik levha kesme makineleri
- Paslanmaz çelik bant üretimi
- Metal işleme servis merkezleri
- Precize paslanmaz çelik bant işleme
- Paslanmaz çelik kenarları
- Çok bıçaklı kesme sistemleri
Son kesim sonucu sadece sertlik ile belirlenmez.Aralıklandırma yapılandırması ve kurulum parametreleri de uygulamaya uygun olmalıdır..
Üretimden önce, SENDA paslanmaz çelik sınıfını, kalınlığını, germe dayanıklılığını, bıçak boyutlarını ve makine koşullarını inceler.
Paslanmaz Çelik Kesiminde Yaygın Sorunlar
Aşırı Kenarlık
Aşırı burrs, yanlış yatay boşluk, yıpranmış kesme kenarları, bıçak montaj hataları veya arbor çıkışı ile ilişkilendirilebilir.
Bıçak kalınlığı ve paralellik, üst ve alt bıçaklar arasındaki kesme konumunu da etkiler.Bireysel bıçaklar ve aralıklardaki boyut sapmaları birikip gerçek kesim boşluğunu değiştirebilir..
Burr kontrolü, bu nedenle hem bıçakların hem de tüm alet konfigürasyonunun değerlendirilmesini gerektirir.
Kesme Kenarı Çöpleme
Bıçak parçalanması her zaman yetersiz sertlikten kaynaklanmaz.
Yeterli sertlik olmadan sertlik çok yüksekse, yüksek dayanıklı paslanmaz çelikleri keserken, aşırı bıçak üst üsteliği ile çalışırken veya anormal darbeyle karşılaşırken yerel çöpleşme meydana gelebilir.
Sertlik çok düşükse, kesme kenarının aşınması ve yeniden öğütme sıklığı artabilir.
Bu nedenle, HRC 55 ′′ 57 aralığı, D2 veya SKD11'in ısı ile işlenmiş durumuyla, paslanmaz çelik dayanıklılığı, malzeme kalınlığı ve makine yükü ile eşleşmelidir.
Bıçakların eşit olmayan aşınması
Tek taraflı veya yerelleştirilmiş bıçak aşınması aşağıdakilerle ilgili olabilir:
- Bıçak düzlüğü veya paralellik
- Arbor çıkışı
- Aralık kalınlığı konfigürasyonu
- Araç kilitleme durumu
- Düzensiz yükleme
- Paslanmaz çelik kalınlığında değişiklikler
- Bıçak ve iş parçası arasındaki yanlış eşleşme
Bıçakları değiştirmeden önce, arborlar, aralar, çıkarma halkaları ve montaj koşulları da kontrol edilmelidir.
Kararsız şerit genişliği
Şerit genişliğinin değişimi bıçağın kalınlığı, aralıklama doğruluğu, arbor konumlandırması, alet kilitleme veya malzeme izleme nedeniyle olabilir.
Çok bıçaklı kesme hatları için, boyut kontrolü sadece tek tek döner kesme bıçaklarını değil, tüm alet montajını kapsamalıdır.
Bıçak malzemesi, sertliği ve hassasiyeti neden eşleşmelidir?
HRC55 tek seçim faktörü değil
HRC55, bıçağın Rockwell sertlik seviyesini gösterir, ancak bıçağın belirli bir paslanmaz çelik kesme hattı için uygun olup olmadığını bağımsız olarak belirleyemez.
Bıçak seçimi ayrıca şunları da göz önünde bulundurmalıdır:
- Paslanmaz çelik sınıfı
- Malzeme kalınlığı
- Çekim gücü veya sertliği
- Kesme hızı
- Gerekli şerit genişliği
- Bıçak dış çapı, iç çapı ve kalınlığı
- Makine ve gövde koşulları
- Mevcut çürük, parçalanma veya aşınma sorunları
D2 ve SKD11, HRC 55 ̊57 aralığında ısı ile işlenebilir. Nihai malzeme ve ısı işlem konfigürasyonu gerçek çalışma koşullarına göre seçilmelidir.
Kalınlık toleransı alet montajını etkiler
Uygulanabilir bıçak boyutları için, SENDA bıçak kalınlığı toleransını ±0,001 mm'ye kadar kontrol edebilir.
Çok bıçaklı bir alet setinde, bıçak ve aralık kalınlığı birikmiş alet genişliğini belirler.Aşırı birikimli sapma, şerit genişliğinin değişmesine veya gerçek ve tasarlanmış kesim açıklığı arasındaki bir farka neden olabilir..
±0,001 mm değeri her çap ve kalınlığa uygulanmaz. Nihai toleranslar bıçak boyutlarına ve gerekli hassaslık derecesine göre onaylanır.
Paralellik bıçak temasını etkiler
Uygulanabilir bıçak boyutları için paralellik 0,002 mm'ye kadar kontrol edilebilir.
Paralellik sapması, yerelleştirilmiş temas, eşit olmayan yükleme veya tutarlı olmayan kesme kenarı aşınmasına neden olabilir.Kontrol edilen paralellik üst ve alt bıçaklar arasındaki istenen temas konumunu korumaya yardımcı olur.
Yüzey Kabalığı Sürtünme ve Temas'ı Etkiler
Standart ince toprak yüzeyi Ra 0,2 μm'ye ulaşabilir.
Uygulanabilir bıçak boyutları için, Ra 0,1 μm'ye kadar cilalanmış bir yüzey mevcuttur.
Gerekli yüzey finişi paslanmaz çelik yüzey gereksinimlerine, malzeme yapışkanlığına, kesme hızına ve çalışma koşullarına göre seçilmelidir.
SENDA HRC55 Döner kesiciler bıçağı çözümü
Çizimlere ve çalışma koşullarına göre özelleştirilmiş
SENDA, müşteri çizimlerine, fiziksel örneklere veya mevcut bıçak boyutlarına göre HRC55 döner kesiciler bıçakları üretir.
Özelleştirilebilir öğeler şunları içerir:
- Dış çapı
- İç çapı
- Kılıç kalınlığı
- Bor uygunluğu
- Keskin geometri
- Sertlik
- Düzlük
- Paralellik
- Yüzey kabalığı
- Pas koruması
- Paketleme yöntemi
Paslanmaz çelik sınıfı, kalınlık aralığı, germe dayanıklılığı, kesme hızı ve makine koşulları üretimden önce gözden geçirilir.
D2 ve SKD11 Malzeme Seçenekleri
D2 ve SKD11, metal kesme bıçakları için kullanılan soğuk işleme alet çelikleridir.
Nihai malzeme seçimi aşağıdakilere bağlıdır:
- Paslanmaz çelik dayanıklılığı
- Malzeme kalınlığı
- Kesme kenarı yükü
- Beklenen aşınma modu
- Çakma riski
- Yeniden öğütme gereksinimleri
- Kesme hattı koşulları
Bu sayfada gösterilen HRC 55 57 değeri, mevcut bıçak sertlik aralığıdır.
Kesinliklı öğütme ve boyut kontrolü
SENDA, bıçak boyutlarına ve onaylanmış çizime göre aşağıdaki öğeleri kontrol eder:
- Kılıç kalınlığı
- Düzlük
- Paralellik
- Çukur boyutları
- Konsantritlik veya radyal akış
- En iyi durum
- Yüzey kabalığı
Uygulanabilir bıçak boyutları için:
- Kalınlık toleransı ±0,001 mm'ye ulaşabilir.
- Paralellik 0.002 mm'ye ulaşabilir.
- Standart yüzey kabalığı Ra 0.2 μm'ye ulaşabilir
- Polime yüzey kabalığı Ra 0.1 μm'ye ulaşabilir
Tam kesme alet desteği
Döner kesme bıçaklarına ek olarak, SENDA, gerekli şerit genişliğine, malzeme çıkarma yöntemine ve makine yapısına göre eşleşen alet bileşenleri sağlayabilir.
Kullanılabilir bileşenler şunlardır:
- Çelik aralıklayıcılar
- Şim
- PU halkalar
- Lastik halkalar
- Ayrıcı halkalar
- Çelik stripper yüzükleri
Bıçaklar, aralıklayıcılar ve çıkarma bileşenleri, boyut uyumsuzluğunu ve istikrarsız malzeme çıkarmayı azaltmak için tam bir alet sistemi olarak yapılandırılmalıdır.
Teknik özellikler
|
Parametreler
|
Spesifikasyon
|
| Ürün Adı |
HRC55 Döner kesme bıçakları |
| Uygulama |
Paslanmaz çelikten yapılmış levha, sarmal ve şerit kesme |
| Kılıç malzemesi |
D2 / SKD11 |
| Sertlik |
HRC 55-57 |
| Dış çapı |
Çizime göre özelleştirilmiş |
| İç çapı |
Arbor boyutlarına göre özelleştirilmiş |
| Bıçak kalınlığı |
Alet yapılandırmasına göre özelleştirilmiş |
| Kalınlık Toleransı |
Uygulanabilir bıçak boyutları için ±0,001 mm'ye kadar |
| Paralellik |
Boyutlara bağlı olarak 0,002 mm'ye kadar |
| Düzlük |
Bıçak çapı, kalınlığı ve çizim gereksinimlerine göre kontrol edilir |
| Sıkıcı Tolerans |
Onaylanmış çizime ve gövdeye göre |
| Konsantritlik / Radyal Akış |
Onaylanmış çizim ve denetim verisine göre |
| Standart Yüzey Kabalığı |
Ra 0,2 μm |
| Yüzeyin kabalığı |
Uygulanabilir bıçak boyutları için Ra 0,1 μm'ye kadar |
| Kenar Geometri |
Kesme uygulamasına göre özelleştirilmiş |
| Üretim temeli |
Çizim, örnek veya mevcut bıçak boyutları |
| Eşleşen Aletler |
Aralıklayıcılar, şimler, PU halkalar, kauçuk halkalar ve striptiz halkaları |
| MOQ |
2 parça |
| Önderi Zamanı |
Yaklaşık 35 gün. |
| Standart Paketleme |
Ahşap kasa |
| Yeniden öğütme hizmeti |
Yurtdışında müşteriler için kullanılabilir |
| Sertifikasyon |
ISO 9001 |
| Doğum Ülkesi |
Çin |
Not:Listelenen hassaslık değerleri her bıçak boyutuna uygulanmaz.
Paslanmaz çelik kesme uygulamaları
HRC55 döner kesme bıçakları paslanmaz çelik levhalarının, bobinlerinin ve şeritlerinin boyutsal kesilmesi için kullanılır.
Kılıç konfigürasyonu, paslanmaz çelik sınıfına ve çalışma koşullarına göre seçilmelidir.
Çeşitli paslanmaz çelik sınıflarının farklı özellikleri olabilir:
- Çekim gücü
- Çalışmayı zorlayan davranış
- Yüzey gereksinimleri
- Kenar kesimi gereksinimleri
- Parçalanma ve aşınma riskleri
Genel tanımlama ′′ paslanmaz çelik ′′ nihai bıçak seçimi için yeterli değildir. Müşteriler malzeme sınıfı, kalınlık aralığı ve dayanıklılık bilgileri vermelidir.
HRC55 Rotary Slitter Blades Nasıl Çalışır
Döner kesik bıçakları normalde üst ve alt gövdelere çift çift monte edilir.
Paslanmaz çelik makinenin içinden geçerken, üst ve alt bıçaklar kontrol edilen yatay boşluk ve dikey üstleşme yoluyla sürekli bir kesme eylemi yaratır.
Son kesim durumu aşağıdakilerden etkilenir:
- Bıçak malzemesi ve sertliği
- En iyi durum
- Yatay açıklık
- Dikey örtüşme
- Arbor doğruluğu
- Blade paralelliği
- Aralık kalınlığı konfigürasyonu
- Stripper-ring düzenlemesi
- Malzeme kalınlığı
- Çekim gücü
- Üretim hattı hızı
Tek bir sabit açıklık oranı her paslanmaz çelik sınıfına uygulanmamalıdır.
Yatay boşluk paslanmaz çelik sınıfına, malzemenin kalınlığına, germe dayanıklılığına, gerekli kenar durumuna ve makine durumuna göre seçilmelidir.
Yetersiz boşluk kesim yükünü, aşınma ve parçalanma riskini artırabilir. Aşırı boşluk daha geniş bir kırık bölgesi, artan burrs veya kenar deformasyonuna neden olabilir.
Doğru HRC55 kesme bıçağını nasıl seçebilirsiniz?
Paslanmaz çelik malzemesini doğrulayın.
Lütfen şunları belirtin:
- Paslanmaz çelik sınıfı
- SUS serisi
- Malzeme durumu
- Çekim gücü
- Verim gücü veya sertliği
Malzeme kalitesi ve dayanıklılığı bıçak malzemesini, sertliğini, kenar geometriyi ve kesme açıklığını etkiler.
Malzemenin kalınlığını doğrulayın
Lütfen şunları belirtin:
- Normal çalışma kalınlığı
- En az kalınlık
- Maksimum kalınlık
- Üretim sırasında kalınlığın değişip değişmediği
Malzeme kalınlığı bıçak yükünü, boyutlarını, boşluğunu ve üst üste gereksinimlerini etkiler.
Bıçak Boyutlarını Doğrulayın
Önerilen bilgiler şunları içerir:
- Dış çapı
- İç çapı
- Kılıç kalınlığı
- Anahtar yolu veya montaj yapısı
- Keskin geometri
- Mevcut bıçak malzemesi
- Mevcut bıçak sertliği
Teknik bir çizim tercih edilir. Eğer çizim mevcut değilse, müşteriler mevcut bıçakların fotoğraflarını, boyutlarını veya fiziksel örneklerini sağlayabilirler.
Makine ve üretim parametrelerini doğrulayın
Lütfen şunları belirtin:
- Kesme makinesinin modeli
- Çubuk boyutları
- Kesme hızı
- Gerekli şerit genişliği
- Her bir alet setindeki bıçak sayısı
- Araç kilitleme yöntemi
- Mevcut aralık ve soyma halka konfigürasyonu
Bıçaklar, çubuklarla ve tam alet sistemiyle eşleşmelidir. Sadece dış çap ve iç çap bilgilerini kullanarak üretilmemelidir.
Mevcut Kesme Sorunlarını Açıklayın
Lütfen şu anki sorunları açıklayın:
- Aşırı çürükler
- Kesme kenarlı çöpçatan
- Sık sık yeniden öğütme
- Üst ve alt bıçakların eşit olmayan aşınması
- Kararsız şerit genişliği
- Paslanmaz çelik yüzey çizikleri
- Malzeme yapışkanlığı
- Kararsız malzemelerin soyulması
SENDA, bıçakların, boşlukların, aralıkların, kanatların ve kurulum koşullarının birlikte ayarlanıp ayarlanmadığını gözden geçirebilir.
Üretim süreci
HRC55 döner kesme bıçaklarının üretim yolu bıçak malzemesine, boyutlarına, yapısına ve hassasiyet gereksinimlerine göre belirlenir.
Tipik bir süreç şunları içerir:
- Çizim ve başvuru incelemesi
- Bıçak malzemesinin seçimi
- Hammaddeler denetimi
- Çöpçatanlık veya kalıplama
- Isı işleme ve karıştırma
- CNC kaba işleme
- İç ve dış işleme
- Kesinlikli yüzey öğütme
- Kesme uçlu işleme
- İnce öğütme veya cilalama
- Mıknatıs dışılaştırma ve pas önleme
- Son denetim
- Ahşap paketleme
İnce bıçaklar, büyük çaplı bıçaklar ve özel kenar geometrileri, ısı işleme ve öğütme sırasında farklı kontroller gerektirebilir.
Denetim ve Kalite Kontrolü
SENDA, 1998 yılında kuruldu ve 100'den fazla çalışanı vardır.
Siparişe ve onaylanmış çizime bağlı olarak, denetim öğeleri şunları içerebilir:
- Bıçak malzemesi
- Sertlik
- Dış çapı
- İç çapı
- Kılıç kalınlığı
- Düzlük
- Paralellik
- Konsantritlik veya radyal akış
- Yüzey kabalığı
- En iyi durum
- Yüzey çizikleri
- Parçalanma ve parçalanma
- Ürün etiketleme
- Pas koruması
- Paketin durumu
Son denetim gereksinimleri onaylanmış çizime, siparişe ve teknik anlaşmaya dayanır.
Denizaşırı yeniden öğütme hizmeti
SENDA, yurtdışındaki müşteriler için fabrikaya geri dönme yeniden öğütme hizmetleri sunar.
Yeniden öğütmeden önce, kullanılan bıçaklar aşağıdakiler için değerlendirilir:
- Son teknoloji giyimleri
- Parçalama derinliği
- Kılıcın geri kalan boyutları
- Malzeme ve sertlik durumu
- Önceki yeniden öğütme geçmişi
- Düzlük ve paralellik
- Çatlaklar veya anormal hasar
Kılıçlar yeniden öğütülmeye uygun kalırsa, SENDA kenar restorasyonu, hassas öğütme, boyut yeniden denetimi, pas önleme ve yeniden paketleme yapabilir.
Kullanılmış her bıçak yeniden öğütülemez. Derin parçalanmış, yeterli kalmış boyutlar veya yapısal hasarlı bıçakların değiştirilmesi gerekebilir.
Paketleme, MOQ ve Teslimat
Asgari Sipariş miktarı
En az sipariş miktarı:
2 parça
Bu, özel özellikleri, numune onayını ve küçük parti değiştirme gereksinimlerini destekler.
Önderi Zamanı
Standart teslim süresi:
Yaklaşık 35 gün.
Nihai teslimat süresi bıçak malzemesine, boyutlarına, miktarına, ısı işlemine ve hassasiyet gereksinimlerine bağlıdır.
Standart Paketleme
Standart ambalaj ahşap bir kasa.
Paketleme hazırlığı normalde şunları içerir:
- Bıçak temizliği
- Pas koruması
- Kesme kenarı koruması
- Bireysel veya katmanlı sabitleme
- İçten ahşap koruma
- Dış işaretleme denetimi
Paketleme yöntemi bıçak boyutlarına, ağırlığına ve sipariş miktarına göre ayarlanır.
Sık Sorulan Sorular
HRC55, paslanmaz çelik kesme uygulamalarına uygun mu?
- Hayır, hayır.
HRC55, bıçağın sertliği için bir gereksinimdir. Ayrıca bıçağın malzemesi, paslanmaz çelik kalitesi, malzemenin kalınlığı, germe dayanıklılığı, kesme hızı ve parçalanma riski ile birlikte değerlendirilmelidir.
D2 ile SKD11 arasında nasıl seçim yapabilirim?
Hem D2 hem de SKD11, metal kesme bıçakları için kullanılabilir.
Nihai seçim paslanmaz çelik dayanıklılığına, kalınlığına, kesme yüküne, beklenen aşınma moduna, parçalanma riskine ve yeniden öğütme gereksinimlerine bağlıdır.
SENDA, çalışma koşullarını gözden geçirdikten sonra malzeme ve ısı işleme konfigürasyonunu onaylar.
SENDA bıçakları çizimlere göre üretebilir mi?
- Evet. - Evet.
SENDA, müşteri çizimlerine, mevcut bıçak boyutlarına veya fiziksel numunelere göre döner kesme bıçakları üretebilir.
Çizimler tercihen dış çap, iç çap, kalınlık, toleranslar, kenar geometri ve malzeme gereksinimlerini içermelidir.
SENDA ne kadar kesinlik sağlayabilir?
Uygulanabilir bıçak boyutları için:
- Kalınlık toleransı ±0,001 mm'ye ulaşabilir.
- Paralellik 0.002 mm'ye ulaşabilir.
- Standart yüzey kabalığı Ra 0.2 μm'ye ulaşabilir
- Polime yüzey kabalığı Ra 0.1 μm'ye ulaşabilir
Nihai hassasiyet bıçak boyutlarına ve çizim gereksinimlerine göre doğrulanır.
SENDA spacer ve striptiz halkaları sağlayabilir mi?
- Evet. - Evet.
SENDA, çelik aralıklayıcılar, kalıplar, PU halkalar, kauçuk halkalar, ayırıcı halkalar ve çelik kesme aletleri için tam konfigürasyonlar sağlayabilir.
SENDA, yurtdışındaki müşteriler için yeniden ezme sağlıyor mu?
- Evet. - Evet.
Yeniden öğütmeden önce, bıçakların aşınma, parçalanma, kalan boyutlar, malzeme durumu ve önceki yeniden öğütme geçmişi değerlendirilmelidir.
Bir teklif için hangi bilgiler gereklidir?
Lütfen şunları belirtin:
- Paslanmaz çelik sınıfı
- Malzeme kalınlık aralığı
- Çekim gücü veya sertliği
- Kesme hızı
- Gerekli şerit genişliği
- Bıçak dış çapı, iç çapı ve kalınlığı
- Kesme makinesinin modeli
- Çizim veya örnek
- Mevcut bıçak malzemesi
- Mevcut kesme sorunları
- Gerekli miktar
- Eşleşen alet gereksinimleri
Soruşturma Bilgisi
Başvuru incelemesi ve teklif için lütfen şunları belirtin:
- Paslanmaz çelik sınıfı
- Malzeme kalınlığı minimum ve maksimum
- Çekim gücü veya sertliği
- Kesme hızı
- Gerekli şerit genişliği
- Bıçak OD × ID × kalınlığı
- Kesme makinesinin modeli ve arbor boyutları
- Mevcut bıçak malzemesi ve sertliği
- Mevcut çürük, kırılma veya aşınma sorunları
- Gerekli aralıklar, şimler, PU halkalar veya stripper halkaları
- Çizim, fotoğraf veya örnek bilgileri
- Gerekli miktar

 Mesajınız 20-3.000 karakter arasında olmalıdır!
Mesajınız 20-3.000 karakter arasında olmalıdır!